How to Select the Right Press Brake Tooling Based on Bending Force
Nov 28, 2025
How to Select the Right Press Brake Tooling Based on Bending Force
When you own a press brake and are ready to bend sheet metal, tooling selection becomes critical. The required bending force directly determines which tooling should be used and how long it will last. In fact, choosing the right press brake tooling is more of an art that balances material, thickness, bending angle, and production efficiency.
Relationship Between Bending Force and Tooling Selection
Different materials and thicknesses require varying bending forces. If the force is insufficient, the workpiece may not form completely; if the force is excessive, it may accelerate tool wear or even cause damage. Therefore, tooling selection must match both the press brake tonnage and workpiece requirements.
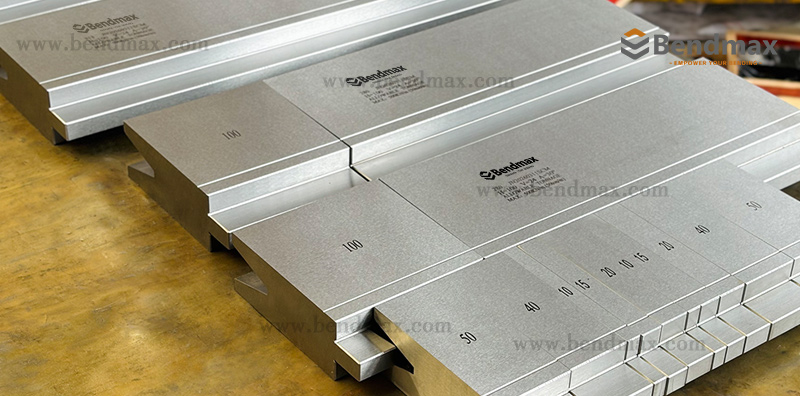
1. Light-Tonnage Bending: Suitable for Thin Sheets and Precision Forming
(BendmaxTube Bending Press Brake Tooling)
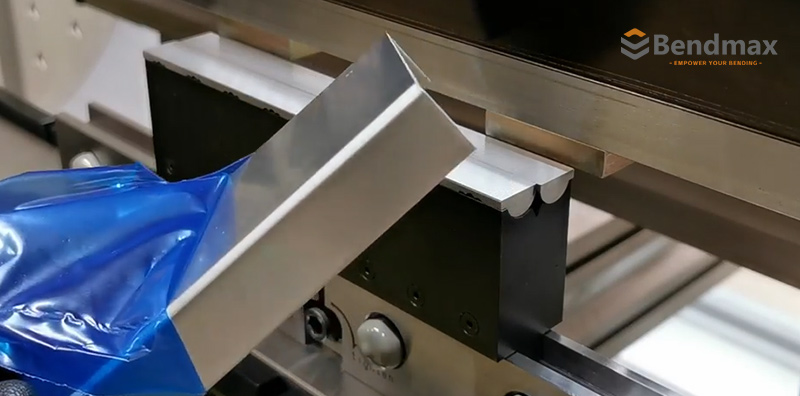
In low-force applications (such as thin sheets, stainless steel kitchen components, or aluminum plates), a Narrow V-die Tool combined with a straight punch is recommended.
Applications: Home appliance covers, decorative panels, small hardware components, etc.
Applications: Home appliance covers, decorative panels, small hardware components, etc.
for example:
Bending Force 100T & 125T
Standard Double V-Die
This die consists of two V-shaped grooves set at an angle,typically 90 degrees. It is commonly used for air bending applications, allowing for a range of bend angles by adjusting the depth the punch penetrates into the die.
Versatility: Suitable for a wide range of bend angles by adjusting the depth of the punch.
Ease of Use: Simple to set up and adjust for different bending requirements.
This die features four V-shaped grooves arranged concentrically, with each groove at a different depth. It is suitable for creating multiple bend angles and shapes, offering versatility in bending operations.
Multiple Bending Options: Offers four different V-grooves at varying depths, allowing for a variety of bend angles and shapes.
Precision: Provides precise bends with consistent results.
Efficiency: Reduces the need for frequent tool changes,increasing overall efficiency in bending operations.
Standard Multi-V Die
This die has a flat surface and is used for straight-line bending, producing 90-degree bends in the sheet metal. It is ideal for creating sharp, precise bends,especially in thin materials.
Sharp Bends: Ideal for creating crisp, 90-degree bends in sheet metal.
Durability: Typically made from hardened steel, ensuring long-lasting performance.
Compatibility: Suitable for a wide range of sheet metal thicknesses and materials.
2. Medium-Tonnage Bending: Covers Most Sheet Metal Processing
When the bending force is in the medium range (typical 100T–200T press brakes), it covers the widest application scope. Multi-V dies or double-V dies can be used with standard punches.
Advantages: A single die can handle multiple sheet thicknesses, improving production flexibility and extending tooling life.
Applications: Machinery sheet metal parts, engineering equipment covers, vehicle components, etc.
for example:
Bending Force 175T & 210T
Standard Multi-V Die
standard multi-V die for press brakes is a tooling accessory that allows for the bending of metal sheets or plates into various angles and shapes. It consists of multiple V-shaped grooves of different widths and depths, arranged concentrically on the die.
This design enables the die to accommodate a wide range of bending requirements,offering versatility and flexibility in metal fabrication.
Versatility: Suitable for a wide range of bend angles by adjusting the depth of the punch.
Ease of Use: Simple to set up and adjust for different bending requirements.
Standard Double V-Die
This die consists of two V-shaped grooves set at an angle, typically 90 degrees.It is commonly used for air bending applications, allowing for a range of bend angles by adjusting the depth the punch penetrates into the die.
Versatility: Suitable for a wide range of bend angles by adjusting the depth of the punch.
Ease of Use: Simple to set up and adjust for different bending requirements.
Standard Four V-Die
This die features four V-shaped grooves arranged concentrically, with each groove at a different depth. It is suitable for creating multiple bend angles and shapes, offering versatility in bending operations.
Multiple Bending Options: Offers four different V-grooves at varying depths, allowing for a variety of bend angles and shapes.
Precision: Provides precise bends with consistent results.
Efficiency: Reduces the need for frequent tool changes, increasing overall efficiency in bending operations.
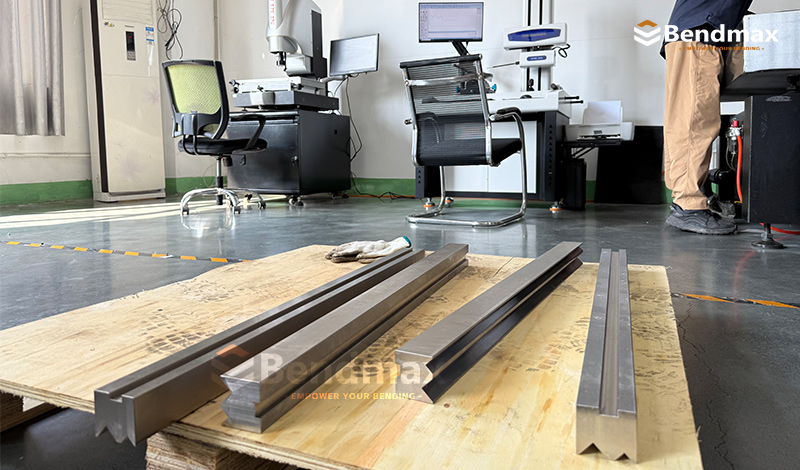
3. Heavy-Tonnage Bending: For Thick Plates and Structural Components
For heavy-tonnage bending (above 200T), stronger and more stable tooling is required. Wider V-dies or custom heavy-duty dies are typically used, paired with gooseneck punches or special forming tools.
Advantages: Withstands high tonnage pressure, prevents premature tool damage, and ensures consistent part forming.
Applications: Bridge steel structures, heavy machinery components, large box-shaped parts, etc.
for example:
Bending Force 300T
Standard Multi-V Die
This die consists of mutil V-shaped grooves set at an angle, typically 90 degrees. It is commonly used for air bending applications, allowing for a range of bend angles by adjusting the depth the punch penetrates into the die.
Versatility: Suitable for a wide range of bend angles by adjusting the depth of the punch.
Ease of Use: Simple to set up and adjust for different bending requirements.
Standard Double V-Die
This die consists of two V-shaped grooves set at an angle,typically 90 degrees.It is commonly used for air bending applications, allowing for a range of bend angles by adjusting the depth the punch penetrates into the die.
Versatility: Suitable for a wide range of bend angles by adjusting the depth of the punch.
Ease of Use: Simple to set up and adjust for different bending requirements.
Standard Four V-Die
This die features four V-shaped grooves arranged concentrically, with each groove at a different depth. It is suitable for creating multiple bend angles and shapes, offering versatility in bending operations.
Multiple Bending Options: Offers four different V-grooves at varying depths, allowing for a variety of bend angles
and shapes.
Precision: Provides precise bends with consistent results.
Efficiency: Reduces the need for frequent tool changes, increasing overall efficiency in bending operations.
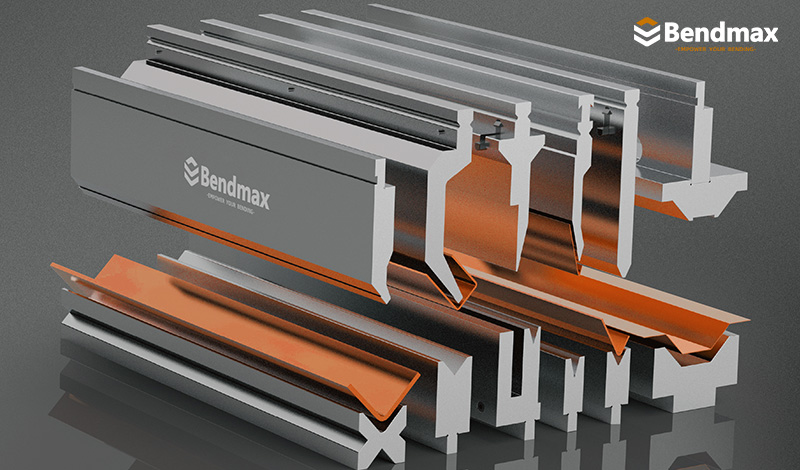
Of course, when choosing a bending machine die, bending force is just one of the reference factors. It is more important to comprehensively consider the thickness of the sheet, material, bending radius, process requirements, and equipment performance.
At BENDMAX, we not only provide high-precision and high-durability standard dies, but also can customize non-standard solutions based on customer needs, helping you achieve accuracy, stability and efficiency in every












 Phone: (0086)-15002165198
Phone: (0086)-15002165198 Email: jason@bendmax.com
Email: jason@bendmax.com Wechat: Privacy Policy
Wechat: Privacy Policy
 IPv6 network supported
IPv6 network supported


 English
English 








