







In modern sheet metal fabrication, selecting the correct press brake tooling is just as important as choosing the right bending machine. Among all lower tooling options, V dies and U dies are the two most commonly used solutions in press brake bending operations.
Although both are designed for bending sheet metal, their structures, applications, bending performance, and forming capabilities are very different.
Many manufacturers often face the same question:
Should this part be bent with a V die or a U die?
In some situations, a standard V die can replace a U die and reduce tooling costs. However, in other cases, using a V die instead of a U die may lead to interference, deformation, poor angle consistency, or even bending failure.
This article explains the differences between press brake U dies and V dies, including:
If you are involved in sheet metal bending, CNC press brake tooling selection, or box bending production, this guide will help you choose the right tooling solution.
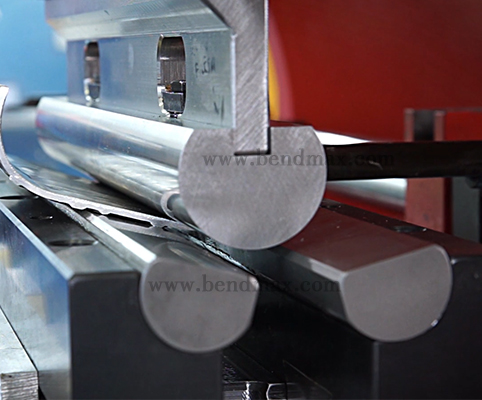
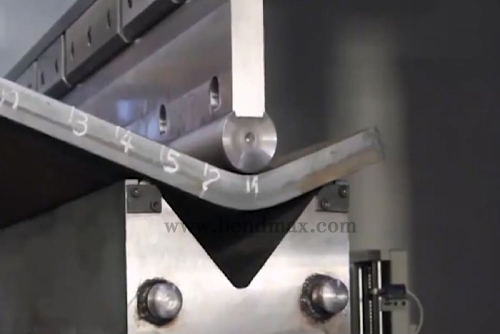
A V die is the most widely used lower die in press brake bending.
The working groove is designed in a V shape and is mainly used for standard air bending and bottom bending operations.
Because of its versatility and lower production cost, the V die has become the standard tooling solution for most sheet metal fabrication shops.
The Single V Die contains one V-opening and is commonly used for standard sheet metal bending applications.
Typical applications include:
Main Advantages:
Single V dies are ideal for high-efficiency CNC press brake operations.
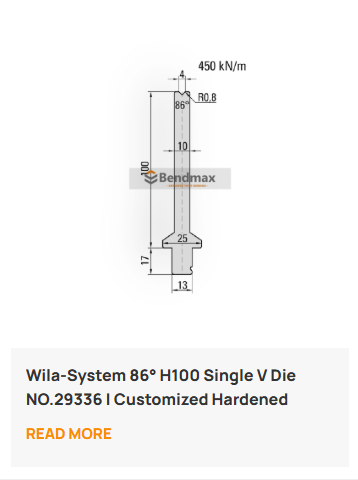
Wila-System 86° H100 Single V Die NO.29336
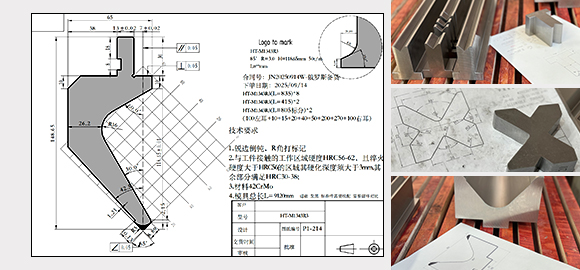
Customized Hardened Bending V Die/ Lower Tool
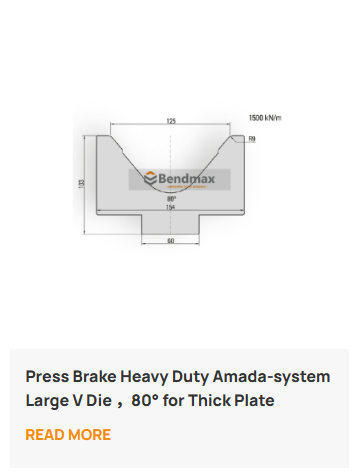
Press Brake Heavy Duty Amada-system Large V Die
80° for Thick Plate Bending
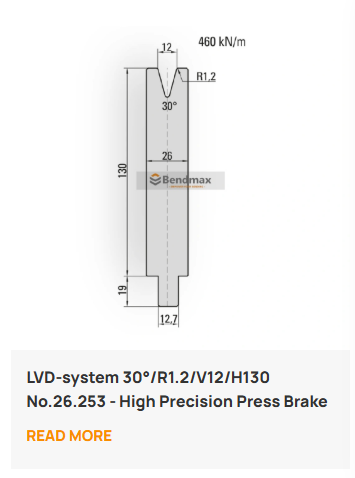
LVD System 30° R1.2 V12 H130 NO.26253
High Precision Press Brake V Die
A Double V Die includes two V-openings with different sizes. This design allows operators to process different material thicknesses without changing tooling frequently.
Advantages:
Double V dies are widely used in medium and large fabrication factories.
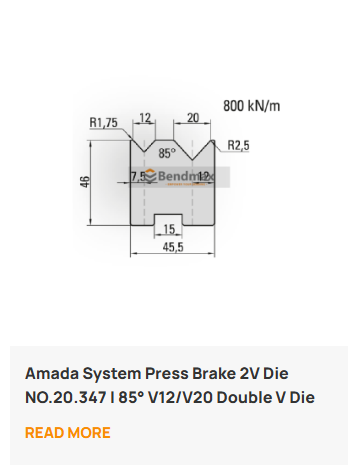
Amada System Press Brake 2V Die NO.20.347
85° V12/V20 Double V Die for Light-Gauge Precision Bending
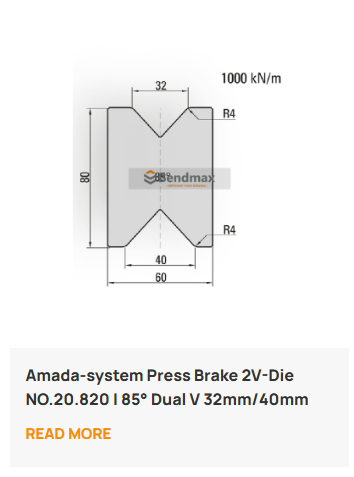
Amada-system Press Brake 2V-Die NO.20.820
85° Dual V 32mm/40mm with Upper and Lower V-openings
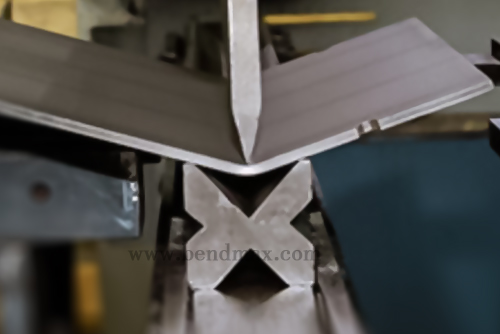
A Multi-V Die integrates multiple V openings into one die body.
It is especially suitable for:
Benefits:
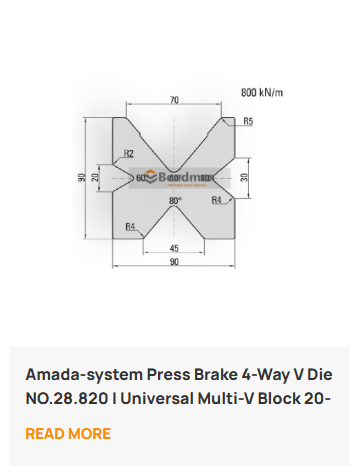
Amada-system Press Brake 4-Way V Die NO.28.820
Universal Multi-V Block 20-70mm
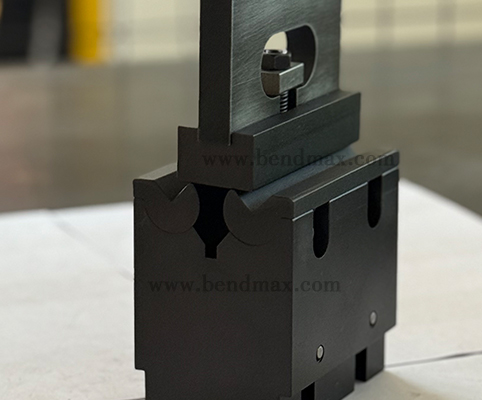
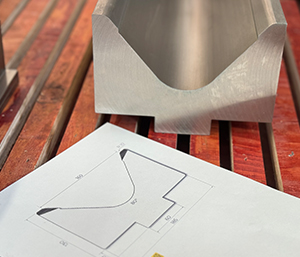
A Radius V Die features a rounded groove bottom instead of a sharp V bottom.
It is commonly used for:
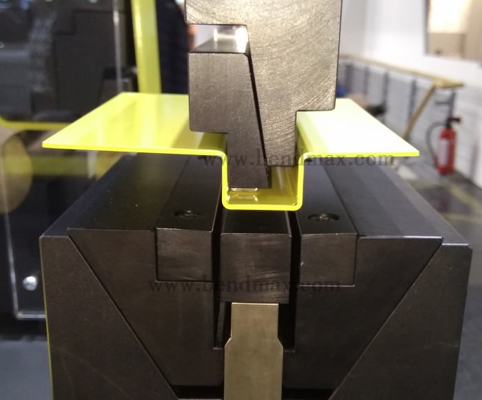
A U die is a deep-channel lower die designed specifically for bending parts with deep flanges or box-shaped structures.
Compared with standard V dies, U dies provide significantly more clearance space inside the die opening.
This makes them highly suitable for complex bending operations where interference is likely to occur.

The standard U die is mainly used for:
Features:
This type of U die is designed for:
Advantages:
Non-marking U dies usually include:
These dies are widely used for:
Custom U dies are specially designed for unique workpiece structures.
They are common in industries such as:
Standard U Die
Deep-channel press brake die designed for box bending, deep flanges, and interference-free sheet metal forming.
Standard Channel Die
Standard channel-style lower die suitable for U-shape bending, enclosure forming, and multi-stage bending operations.

Mark-free Channel Dies
Non-marking channel dies with surface protection design for stainless steel, aluminum, and decorative sheet metal bending.
No-Mark U Die
U-shaped lower die with PU or nylon protection to prevent scratches during precision bending applications.
Custom U Dies
Custom-engineered U dies designed for special profiles, deep box bending, and complex sheet metal forming requirements.
| Comparison | V Die | U Die |
|---|---|---|
| Tool Structure | Narrow V-shaped groove Standardized structure Suitable for general bending |
Deep U-shaped cavity Larger internal clearance Designed for deep or complex bending |
| Application Range | Standard 90° bends Air bending High-speed production General sheet metal fabrication |
Box bending Deep flange parts Return bends Multi-stage bending operations |
| Interference Resistance This is one of the biggest differences. |
When bending deep parts, the workpiece may collide with: • Die shoulders • Die sidewalls • Upper punch structure |
U dies provide additional internal space that prevents interference during deep bending operations. |
| Advantages of V Dies | Advantages of U Dies |
|---|---|
|
Higher Production Efficiency V dies are easier to install and replace, making them ideal for:
|
Better Clearance for Deep Bending This is the most important advantage of U dies. When bending deep box structures, standard V dies often create interference problems. U dies solve this issue by providing a deeper cavity. |
|
Lower Tooling Cost Because of their simpler structure, V dies are more economical than U dies. This reduces:
|
Better for Box and Cabinet Fabrication Applications include:
These products often require multiple deep bends. U dies greatly improve forming stability. |
|
Better Compatibility V dies are compatible with most standard press brake tooling systems. For example:
|
Reduced Risk of Surface Damage Many U dies are designed with non-marking protection systems. This is essential for:
|
|
Ideal for Air Bending Modern press brake bending increasingly relies on air bending technology. V dies are the preferred choice because they offer:
|
Suitable for Complex Structures U dies are often necessary for:
These structures are difficult or impossible to process with standard V dies. |
In some bending applications, a V die can successfully replace a U die.
This helps reduce tooling costs and improve flexibility. Therefore, the ultimate purpose of introducing their working principles and advantages and disadvantages is to enable us to use them reasonably and effectively in serving our needs.
However, several important conditions must be considered.
If the flange is shallow, interference is less likely to occur. In this case, a standard V die may be sufficient.
Common examples include:

Increasing the V-opening size creates more clearance space. This allows some shallow box structures to be bent without a U die.
However, larger V openings also produce:
Air bending reduces contact between the workpiece and die. This can help avoid interference in certain complex bending operations.
As a result, many modern fabrication shops use:
to reduce the need for specialized U dies.
Sometimes the interference comes from the upper punch instead of the lower die.
Using:
can allow a standard V die to complete more complex bends.
Although replacing a U die with a V die can reduce tooling costs, it also introduces several risks.
If the flange is too deep, the workpiece may collide with the die shoulders. This can cause:
Large V openings increase the inside bend radius. This may affect:
Air bending with large V dies usually creates more springback. Additional angle compensation may be required.
Standard V dies can easily leave marks on:
In these situations, non-marking U dies are safer.
There are several situations where a U die is essential.

Deep electrical cabinets and enclosure parts usually require U dies because standard V dies do not provide enough clearance.
As more bends are formed, the workpiece structure becomes increasingly complex.
U dies provide the space needed for later-stage forming.
Large flanges significantly increase interference risks.
Especially for thick materials, U dies are often necessary.
For mirror stainless steel or painted sheet metal, U dies with protective inserts provide much better surface protection.
Applications such as:
usually require dedicated U dies.

In modern press brake bending, neither U dies nor V dies are universally better. Instead:
Each tooling type is designed for different bending requirements.
V dies are ideal for:
U dies are essential for:
Today, many sheet metal manufacturers try to replace U dies with large V dies whenever possible in order to:
However, for deep and complex bending applications, U dies remain irreplaceable.
The best tooling strategy is usually a balanced combination of:
This provides the optimal balance between:
Related articles you might be interested in:
"Common V-opening Types of Press Brake Dies and Their Applications"
"How to Calculate Press Brake Tonnage for Different Tooling (Complete Guide 2026)"
"How to Select the Right Press Brake Tooling Based on Bending Force"
"What is Press Brake Tooling? The Ultimate Guide for Manufacturers"
 Phone: (0086)-15002165198
Phone: (0086)-15002165198 Email: jason@bendmax.com
Email: jason@bendmax.com Wechat: Privacy Policy
Wechat: Privacy Policy
 IPv6 network supported
IPv6 network supported
leave a message
Scan to wechat :

Scan to whatsapp :

 English
English 








