Why Does Bendmax Focus on Strict Process Control During Press Brake Tooling Production?
Mar 11, 2026
Why Does Bendmax Focus on Strict Process Control During Press Brake Tooling Production?
In sheet metal fabrication, press brake tooling quality directly affects bending accuracy, production efficiency, and the surface quality of finished parts. Even when using high-precision press brake machines, poor tooling can lead to inconsistent angles, premature wear, or surface marks on the workpiece.
To ensure consistent performance and long service life, Bendmax implements a strict 12-step production process. From raw material selection to final delivery, every stage is carefully controlled to guarantee stable tooling quality and reliable bending results.
Bendmax Press Brake Tooling Production Process (12 Steps)
1. Press Brake Tooling Design
The production process begins with professional tooling design. Bendmax engineers evaluate the customer’s bending requirements, including sheet thickness, material type, bending radius, and forming sequence.
Based on these factors, engineers determine whether standard tooling can meet the application or if custom forming tools should be developed to improve bending efficiency and precision.
Fast Engineering Response
15 years of experience
Clearly Drawings
24 hours / 6 days
Special tools accurately & reliably
Step-by-step bending process
2. Raw Material Selection
The durability of press brake tooling begins with the quality of its raw materials.
Bendmax uses forged 42CrMo alloy steel (42CrMo4) because of its excellent balance of:
high strength
strong toughness
wear resistance
fatigue resistance
To ensure material reliability, Bendmax provides material certification from suppliers and third-party testing verification.
3. Body Hardening
After material preparation, the tooling undergoes salt bath quenching and tempering.
This controlled heat treatment process stabilizes the internal structure and brings the tool body hardness to HRC 30–35, ensuring high structural toughness and reducing the risk of cracking under heavy bending loads.
4. CNC Milling
The tooling blanks are then machined using high-precision CNC machining centers.
This process ensures:
accurate punch and die profiles
repeatable production across batches
tight dimensional tolerances
CNC milling forms the fundamental geometry required for further finishing operations.
5. Surface Deep Hardening
The working areas of the tooling undergo induction hardening.
During this process, the surface is heated to 850–950°C, significantly improving wear resistance. The working surface hardness reaches HRC 54–60, allowing the tooling to withstand repeated bending cycles without excessive wear.
6. Sandblasting
After heat treatment, the tooling surface is treated through sandblasting.
This process provides several advantages:
improved resistance to surface scratches
reduced internal machining stress
better long-term stability
It also creates a uniform surface finish similar to that used by leading international tooling manufacturers.
7. Precision CNC Grinding
Grinding is one of the most critical stages in press brake tooling production.
Bendmax uses CNC grinding machines to finish key tooling surfaces with high accuracy, ensuring precise:
bending angles
radii
heights
V-groove geometry
This precision directly determines the consistency of bending results.
8. Segmented Tool Cutting
To improve flexibility in bending operations, many tools are produced as segmented tooling sets.
Standard configurations include:
835 mm solid tools
415 mm solid tools
segmented tooling combinations
Segmented tools allow operators to quickly assemble tooling lengths for different bending applications.
——Common European Segmented Tooling Length
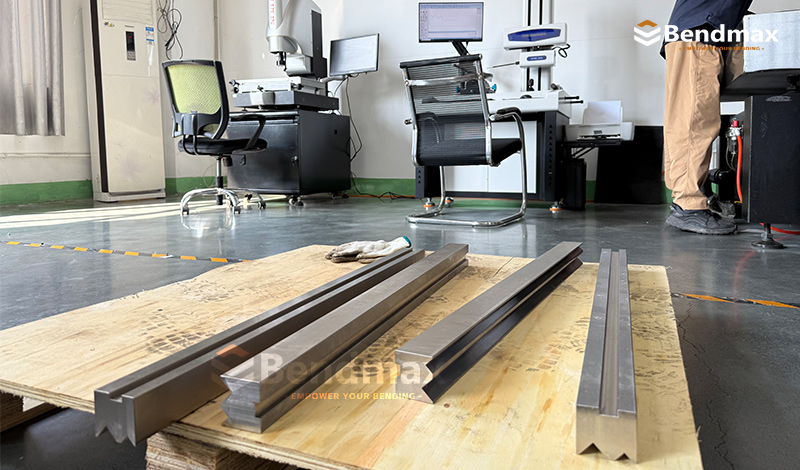
9. Quality Inspection
Strict quality control ensures the accuracy and reliability of every tool.
Bendmax uses professional inspection equipment such as:
Coordinate Measuring Machines (CMM)
Contour measuring instruments
Height gauges
Straightness measuring tools
Finished tooling can achieve dimensional tolerances of ±0.02 mm, ensuring stable bending precision.
(The staff conducting the inspection)
10. Laser Marking
Each tool is marked using laser engraving to clearly display key parameters, including:
tooling code
bending angle
radius
tonnage capacity
length
This allows operators to easily identify and select the correct tooling during production.
11. Protective Packaging
Bendmax uses multi-layer packaging protection to ensure safe transportation:
Anti-rust oil coating
Greaseproof paper wrapping
Individual plastic sealing
Carton packaging
Reinforced wooden crates
This prevents rust, damage, or deformation during shipping.
——Packaging Process Diagram
12. Delivery and Logistics
Bendmax offers efficient global delivery solutions based on customer requirements.
Typical delivery times:
Standard tooling: 3–5 days
Customized tooling: 20–25 days
The company also assists customers in selecting the most economical and reliable transportation methods.
Why Strict Process Control Is Critical for Press Brake Tooling
Press brake tooling operates under high pressure and repeated forming cycles. Without proper process control, tooling may suffer from problems such as:
uneven hardness
dimensional deviation
premature wear
tool cracking
unstable bending angles
By implementing a strictly controlled production process, Bendmax ensures consistent material quality, precise geometry, and reliable performance.
Bendmax Press Brake Tooling – Reliable Quality for Global Manufacturers
Through strict engineering standards and controlled manufacturing processes, Bendmax provides high-precision press brake punches and dies for global sheet metal fabrication industries.
The result is tooling that delivers:
consistent bending accuracy
longer service life
improved production efficiency
reduced maintenance costs








 Phone: (0086)-15002165198
Phone: (0086)-15002165198 Email: jason@bendmax.com
Email: jason@bendmax.com Wechat: Privacy Policy
Wechat: Privacy Policy
 IPv6 network supported
IPv6 network supported


 English
English 








