







In sheet metal fabrication, hemming and flattening operations are widely used to improve part strength, safety, and appearance. These processes are essential in industries such as automotive manufacturing, electrical cabinets, appliances, and metal furniture production.
Selecting the correct press brake hemming and flattening tooling is critical for achieving consistent results, avoiding surface damage, and improving production efficiency. Different tooling types are designed to meet specific material thicknesses, production volumes, and surface quality requirements.
This guide introduces the most common types of flattening and hemming tooling, explains their working principles, advantages, and applications, and helps manufacturers choose the right tooling solution.
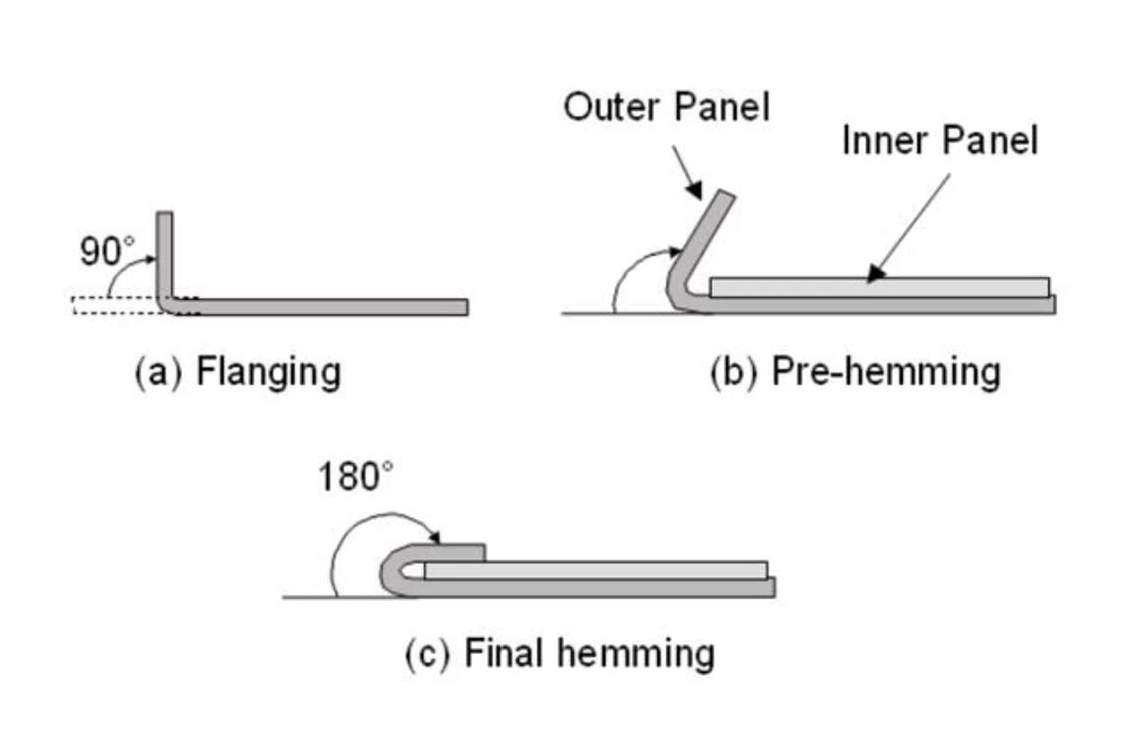

Hemming is a bending process in which the edge of a sheet metal part is folded back onto itself. The final stage of hemming is called flattening, where the folded edge is pressed flat to create a smooth and reinforced edge.
Hemming is widely used because it:


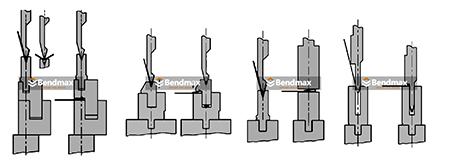
Working Principle: Standard hemming is usually performed in two steps:
Advantages:
Typical Applications:
Working Principle: An acute punch is used to create a sharp pre-bend angle before flattening. This improves hemming precision and reduces material deformation.
Advantages:
Typical Materials:
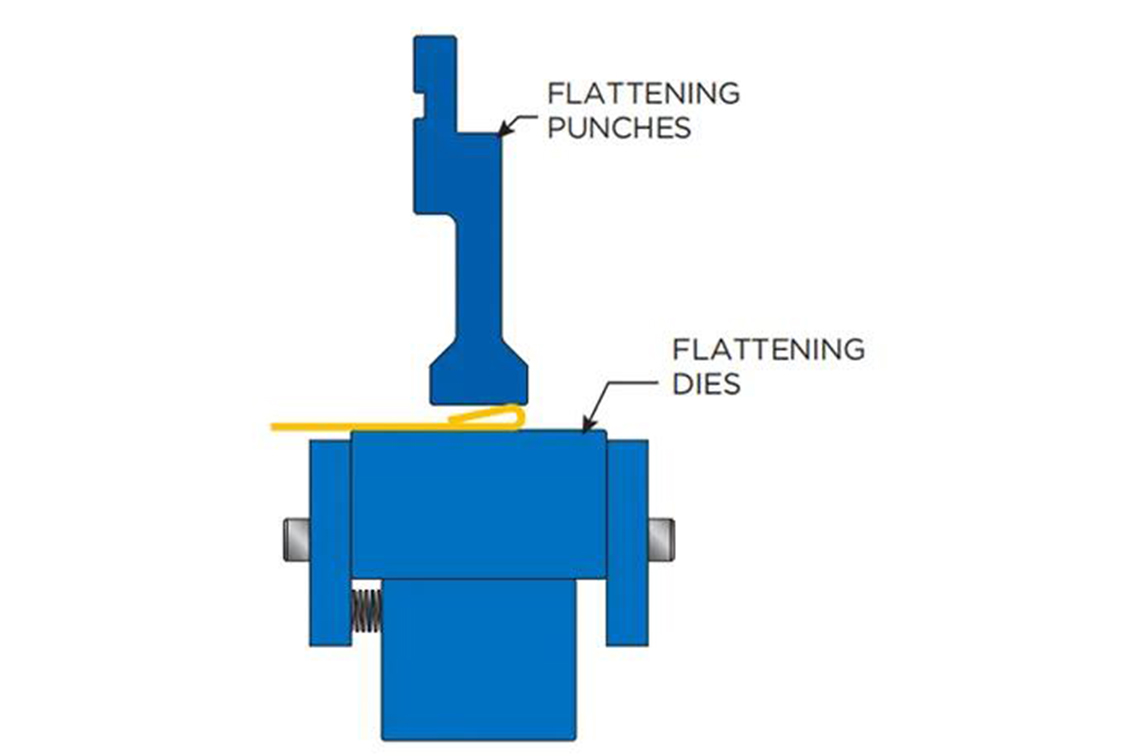
One-step hemming tooling completes pre-bending and flattening in a single stroke.
Advantages:
Typical Industries:

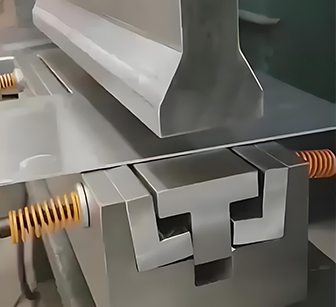
Spring-loaded tooling includes internal springs that automatically adjust pressure during flattening.
Advantages:
Applications:

No-mark tooling uses Rollers, Nylon inserts, or PU inserts to prevent surface damage.
Advantages:
Typical Materials:
The type of material being bent plays a critical role in tooling selection. Different materials behave differently during flattening and hemming operations.
Mild Steel (CRS)
Mild steel is one of the easiest materials for hemming. Standard two-step hemming tooling is usually sufficient for most applications.
Stainless Steel
Stainless steel has higher strength and lower ductility, making it more prone to cracking during flattening. In this case:
Aluminum
Aluminum is softer but more sensitive to surface damage. For aluminum sheets:
Galvanized or Coated Materials
Surface protection is critical. Using standard steel dies may cause scratches.
Sheet thickness is one of the most important parameters when selecting flattening tooling. Different tooling types are suitable for different thickness ranges.
Thin Sheet (0.5–1.5 mm)
Thin materials require precise control to prevent wrinkling or cracking. Recommended tooling:
Medium Thickness (1.5–3.0 mm)
This thickness range is common in electrical cabinets, metal furniture, and equipment housings. Recommended tooling:
Thick Sheet (>3.0 mm)
Additional bending force is required, and tooling strength becomes critical. Recommended tooling:
Open Hem
Leaves a small gap inside, requires less force, easier to produce. Suitable for structural components and non-visible parts.
Closed Hem
Fully flattened, requires higher precision and more demanding tooling. Suitable for decorative parts and visible edges.
Teardrop Hem
Used when cracking risk is high. Recommended for stainless steel and thick materials.
Surface quality is a major concern. Standard flattening tooling may leave surface marks, scratches, or pressure lines. If surface appearance is critical, No-Mark Hemming Tooling (with rollers, nylon inserts, or PU protection) is highly recommended for:

Not all tooling systems are interchangeable. Common tooling systems include Wila System, Trumpf System, Amada System, and LVD System.
For example, if using a Wila-style press brake, compatible tooling such as Flattening Punch NO.19.041 and Flattening Die NO.29.384 ensures accurate positioning and reliable bending results.
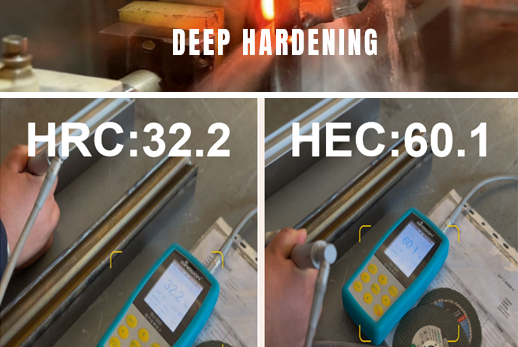
Tooling durability depends heavily on material and heat treatment quality. High-quality flattening tooling is typically made from 42CrMo with a hardness range of HRC 54–60. This provides longer service life, better wear resistance, and stable flattening performance.
Selecting tooling is not only about performance — cost efficiency is also important. Using high-quality flattening tooling may have a higher initial cost but can significantly reduce long-term replacement expenses.
In practical sheet metal production, selecting the correct tooling combination is often the most effective way to solve hemming defects.
Engineering Benefit:
✔ Reduces tensile stress
✔ Improves material flow
✔ Prevents crack formation
Engineering Benefit:
✔ Improves pressure uniformity
✔ Stabilizes thin sheet material
✔ Reduces deformation risk
Engineering Benefit:
✔ Protects visible surfaces
✔ Improves product appearance
✔ Reduces finishing cost
Engineering Benefit:
✔ Ensures consistent flattening
✔ Improves dimensional accuracy
✔ Enhances structural strength
Engineering Benefit:
✔ Extends tooling life
✔ Reduces maintenance cost
✔ Improves long-term reliability
For standard two-step hemming operations in medium-thickness sheet metal, a commonly recommended tooling combination includes:
This combination provides stable flattening performance, improved dimensional accuracy, and consistent hemming quality for electrical cabinets, metal enclosures, and Appliances.
Proper maintenance of hemming and flattening tooling is essential for ensuring consistent bending quality, extending tooling life, and reducing long-term production costs.

In modern sheet metal fabrication, the quality of hemming and flattening tooling directly determines the final product appearance, structural strength, and production efficiency. Choosing a reliable tooling supplier is not only about price, but also about precision, durability, and long-term stability.
Professional hemming tooling is manufactured using high-grade alloy steel and advanced CNC machining processes to ensure dimensional accuracy and consistency.
Reliable hemming tooling is typically manufactured from high-strength alloy steels such as 42CrMo and hardened tool steel grades. Through controlled heat treatment, the tooling achieves a hardness level of HRC 54–60. This ensures:
Professional tooling solutions are designed based on real industrial applications, ensuring compatibility with standard hemming processes, no-mark surface requirements, and high-volume production lines.
 Phone: (0086)-15002165198
Phone: (0086)-15002165198 Email: jason@bendmax.com
Email: jason@bendmax.com Wechat: Privacy Policy
Wechat: Privacy Policy
 IPv6 network supported
IPv6 network supported
leave a message
Scan to wechat :

Scan to whatsapp :

 English
English 








